FANUC A16B-2200-0931 | Seria 16-A OPT2 PCB — Płyta rozszerzeń osi dodatkowych i drugiego wrzeciona
Numer części: A16B-2200-0931
Producent: FANUC Corporation (Japonia)
Typ produktu: Płyta PCB Opcja 2 (OPT2) — Płyta rozszerzeń osi dodatkowych
Kompatybilne systemy CNC: FANUC Seria 16-A (16-MA, 16-WA, 16-TA)
Przegląd
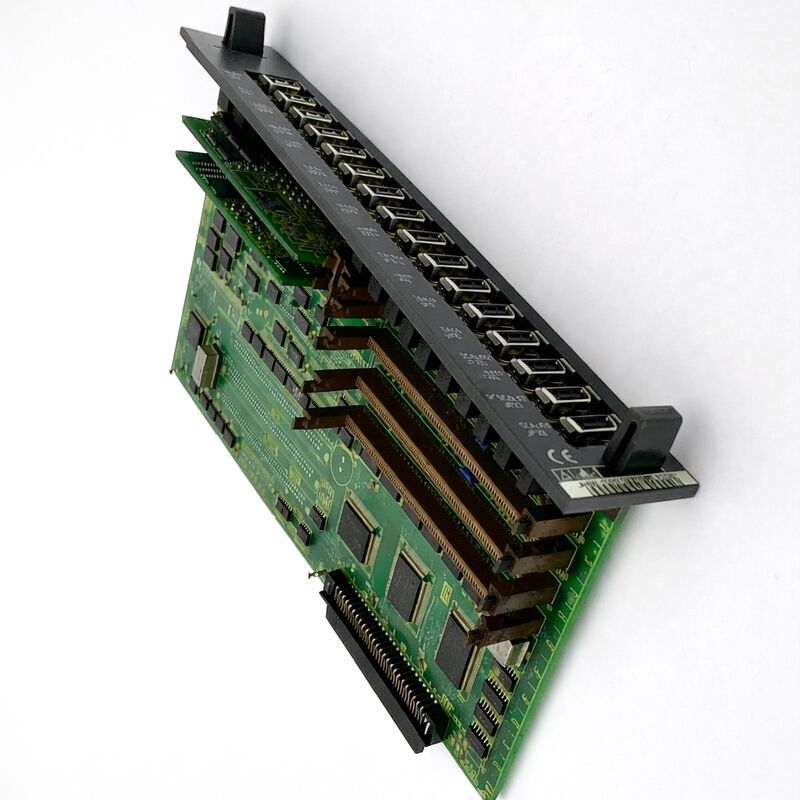
A16B-2200-0931 to płyta rozszerzeń osi Opcja 2 (OPT2) dla sterowania CNC FANUC Seria 16-A — oznaczone jako F16M/T w wewnętrznym kodowaniu produktów FANUC.
Ta płyta jest podłączana do tylnej płyty systemu Serii 16-A obok głównej płyty CPU i innych płyt opcji, rozszerzając pojemność osi serwo sterowania o maksymalnie cztery dodatkowe osie i dodając CPU drugiego wrzeciona.
W połączeniu z podstawowym sterowaniem osiami na płycie głównej, A16B-2200-0931 umożliwia Serii 16-A zarządzanie maksymalnie ośmioma kanałami serwo z możliwością podwójnego wrzeciona — co czyni ją niezbędną płytą opcji dla złożonych centrów obróbczych wieloosiowych, konfiguracji maszyn 5-osiowych i centrów tokarskich z podwójnym wrzecionem.
FANUC Seria 16-A była jedną z najbardziej zaawansowanych platform CNC swojego pokolenia — znaczącym krokiem naprzód w stosunku do Serii 0-C pod względem mocy obliczeniowej, wydajności serwo i maksymalnej liczby osi.
Seria 16-A była stosowana w dużych centrach obróbczych, centrach tokarsko-frezarskich, maszynach bramowych i centrach tokarskich wielowrzecionowych, gdzie zapotrzebowanie na sterowane osie przekraczało możliwości podstawowego sterowania.
A16B-2200-0931 była sprzętem, który umożliwił te rozszerzone konfiguracje.
Wyprodukowana przez FANUC, ta płyta nie jest już dostępna w aktywnych kanałach produkcyjnych FANUC.
Jej ciągła dostępność na rynku wtórnym pozwala na utrzymanie znaczącej liczby maszyn Serii 16-A działających z pełną wydajnością.
Kluczowe specyfikacje
| Parametr |
Wartość |
| Numer części |
A16B-2200-0931 |
| Producent |
FANUC Corporation |
| Typ produktu |
Płyta PCB rozszerzeń osi Opcja 2 (OPT2) |
| Kompatybilne CNC |
FANUC Seria 16-A (F16M, F16T, F16W) |
| Dodatkowe osie |
Do 4 (możliwość rozszerzenia w zależności od konfiguracji SMD) |
| Całkowita pojemność osi |
Do 8 kanałów serwo z podwójnym wrzecionem |
| 2. wrzeciono |
Tak — w zestawie CPU drugiego wrzeciona |
| Tylna płyta systemu |
A02B-0120-B5xx |
| Status produkcji |
Wycofany przez producenta |
| Kraj pochodzenia |
Japonia |
Architektura systemu Serii 16-A — OPT2 w kontekście
Sterowanie Serii 16-A znajdowało się w obudowie tylnej płyty. Obudowa mieściła główną płytę CPU (która obsługiwała wykonanie programu części, interpolację dla osi podstawowych i główne wrzeciono), zasilacz oraz dostępne sloty opcji dla dodatkowych płyt funkcjonalnych.
Płyta OPT1 zazwyczaj dodawała większą pojemność PMC (programowalnego sterownika maszyny) i ulepszoną grafikę. Płyta OPT2 — A16B-2200-0931 — dodawała dodatkowe osie serwo i CPU drugiego wrzeciona.
Po zainstalowaniu, A16B-2200-0931 rozszerza pojemność osi sterowania z podstawowych 4-5 osi do maksymalnie 8 całkowitych kanałów serwo.
Dokładna liczba dodatkowych osi aktywowanych zależy od modułów wtykowych SMD (Small Module Device) zamontowanych na płycie — różne kombinacje SMD aktywują różne konfiguracje liczby osi. To modułowe podejście pozwoliło FANUC na użycie tej samej płyty PCB w konfiguracjach maszyn wymagających łącznie 6, 7 lub 8 osi.
CPU drugiego wrzeciona na A16B-2200-0931 to oddzielna moc obliczeniowa przeznaczona do niezależnego sterowania drugim wrzecionem od wrzeciona głównego.
Centra tokarskie z podwójnym wrzecionem i maszyny tokarsko-frezarskie z głównym i pomocniczym wrzecionem wymagają tej funkcji.
Bez płyty OPT2, maszyna Serii 16-A jest ograniczona do jednego sterowanego wrzeciona.
Zastosowania — Maszyny wymagające tej płyty
Maszyna Serii 16-A wyposażona w A16B-2200-0931 zazwyczaj należy do jednej z następujących kategorii:
Centrum obróbcze 5-osiowe: Centrum obróbcze 3-osiowe z dwoma osiami obrotowymi (B i C lub A i B) do obróbki złożonych powierzchni i 5-stronnej wymaga jednoczesnego sterowania wszystkimi pięcioma osiami. Podstawowa płyta osi 16-A obsługuje część, a OPT2 zapewnia pozostałą pojemność.
Centrum tokarskie z podwójnym wrzecionem: Oba wrzeciona wymagają niezależnej kontroli prędkości, pozycji i synchronizacji.
CPU drugiego wrzeciona OPT2 obsługuje wrzeciono pomocnicze, podczas gdy płyta główna zarządza wrzecionem głównym.
Maszyna typu bramowego: Duże centra obróbcze bramowe z podwójnymi silnikami osi Y na belce bramowej wymagają synchronizacji osi — dwa silniki pracujące synchronicznie na jednej osi. Dodatkowa pojemność osi z OPT2 obsługuje tę konfigurację.
Wielosiowa elastyczna komórka obróbcza: Dowolna konfiguracja wymagająca więcej niż podstawowa liczba osi dla złożonych geometrii części lub dodatkowych osi pozycjonujących.
Uwagi dotyczące wymiany i programowania
A16B-2200-0931 to płyta programowalna. Po fizycznym zainstalowaniu w tylnej płycie, podparametry związane z dodatkowymi osiami i drugim wrzecionem muszą zostać załadowane do pamięci płyty.
Te parametry były tworzone kopie zapasowe w pamięci CNC maszyny zasilanej bateryjnie.
Podczas wymiany płyty, podparametry muszą zostać ponownie załadowane — albo z zapisanego kopii zapasowej, albo przez ponowne wprowadzenie ich z dokumentacji parametrów maszyny.
Maszyny pracujące na Serii 16-A, które utraciły kopię zapasową parametrów (awaria baterii bez udokumentowanej kopii zapasowej), mogą wymagać pełnego ponownego wprowadzenia parametrów z dokumentacji producenta maszyny, co może być czasochłonnym zadaniem uruchomieniowym.
FAQ
P1: Maszyna Serii 16-A pokazuje teraz alarmy serwo tylko na osiach sterowanych przez kartę OPT2, podczas gdy osie podstawowe (sterowane przez główną płytę CPU) działają normalnie. Czy A16B-2200-0931 jest potwierdzona jako wadliwa?
Alarmy ograniczone do osi sterowanych przez OPT2 przy potwierdzonych sprawnych osiach podstawowych są silnym wskaźnikiem awarii A16B-2200-0931.
Przed wymianą, zweryfikuj linie zasilania płyty OPT2 na złączu tylnej płyty i sprawdź osadzenie płyty w obudowie.
Źle osadzona płyta OPT2 powoduje dokładnie taki objaw. Jeśli płyta jest dobrze osadzona, a napięcia zasilania są potwierdzone, awaria płyty jest prawdopodobną diagnozą.
P2: Po zainstalowaniu zamiennej A16B-2200-0931, dodatkowe osie poruszają się, ale drugie wrzeciono nie reaguje. Jaka jest najczęstsza przyczyna?
Najczęstszą przyczyną jest brak lub nieprawidłowe podparametry dla drugiego wrzeciona.
Płyta OPT2 przechowuje parametry wrzeciona dla drugiego wrzeciona niezależnie od parametrów wrzeciona głównej płyty CPU.
Jeśli te podparametry nie zostały załadowane po wymianie płyty, funkcja drugiego wrzeciona będzie nieaktywna, nawet jeśli sama płyta jest sprawna.
Ponownie załaduj parametry drugiego wrzeciona z kopii zapasowej lub wprowadź je ponownie z udokumentowanego pliku parametrów maszyny.
P3: Czy A16B-2200-0931 może być używana w sterowaniu Serii 16-B lub Serii 18-A, czy jest specyficzna dla Serii 16-A?
A16B-2200-0931 jest przeznaczona dla tylnej płyty i architektury sterowania Serii 16-A. Serie 16-B i 18 używają różnych projektów tylnych płyt i interfejsów płyt. Fizycznie układ złączy może się różnić, a oprogramowanie układowe i protokół oczekiwany przez główną płytę CPU różnią się między Serią 16-A a późniejszymi wariantami 16-B/18.
Użycie tej płyty w systemie innym niż 16-A nie przyniesie funkcjonalnego rezultatu i grozi uszkodzeniem sprzętu.
Używaj A16B-2200-0931 tylko w systemach Serii 16-A na tylnych płytach typu A02B-0120-B5xx.
P4: Maszyna Serii 16-A to centrum obróbcze 5-osiowe. Płyta OPT2 uległa awarii. Czy istnieje nowsza płyta FANUC, która może ją zastąpić, czy należy pozyskać dokładny numer części?
Nie ma bezpośredniego zamiennika typu „plug-and-play” z nowszej platformy FANUC. A16B-2200-0931 jest specyficzna dla architektury Serii 16-A.
Nowoczesne sterowania FANUC (Serie 30i, 31i, 32i) używają zupełnie innego sprzętu i wymagałyby kompletnego projektu modernizacji CNC w celu retrofitu.
W przypadku maszyn, w których celem jest dalsze działanie Serii 16-A, pozyskanie A16B-2200-0931 na rynku wtórnym jest właściwą drogą.
W przypadku maszyn, w których rozważana jest kompletna modernizacja, funkcjonalność 5-osiową można odtworzyć na nowoczesnych platformach FANUC z odpowiednimi ulepszeniami wzmacniaczy serwo.
P5: Ile dodatkowych osi faktycznie dodaje A16B-2200-0931 i czy różni się to w zależności od maszyny?
A16B-2200-0931 ma pojemność do 4 dodatkowych osi, którą można rozszerzyć w zależności od modułów SMD zamontowanych na płycie. Dokładna liczba aktywowanych osi jest funkcją zarówno konfiguracji SMD, jak i parametrów CNC.
Maszyna z konfiguracją 6-osiową wykorzystuje OPT2 do dodania 2 osi poza podstawowymi 4. Konfiguracja 8-osiowa wykorzystuje pełne 4 dodatkowe osie z OPT2.
Producent maszyny ustawia to podczas pierwotnej budowy.
Podczas wymiany A16B-2200-0931, należy pozyskać płytę z taką samą konfiguracją SMD jak oryginalna, lub przekonfigurować SMD zamiennej płyty, aby pasowały — co można zweryfikować z dokumentacji sprzętowej maszyny lub poprzez inspekcję usuniętej płyty.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!